昆明摩擦焊品牌
发货地址:河北省沧州泊头市交河镇
产品数量:9999.00台
价格:¥35000.00 元/台 起
是否进口否
作用原理其他
作用对象铝
电流交流
用途缝焊
焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。消耗的是焊接搅拌头。
同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,结构的平面外变形是非常明显的,无论是采用无变形焊接技术还是焊后冷、热校形技术,都是很麻烦的,而且增加了结构的制造成本。

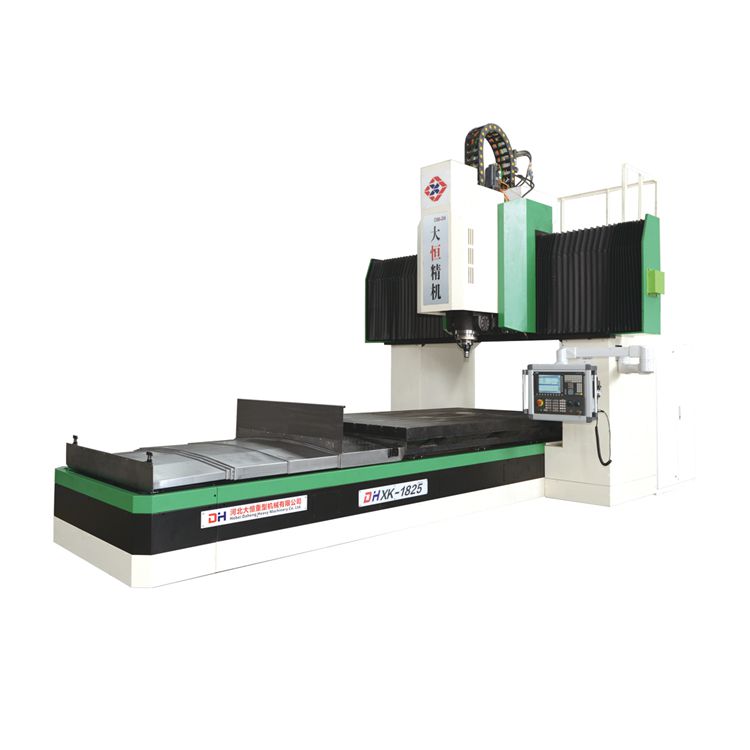
搅拌摩擦焊焊接技术简介
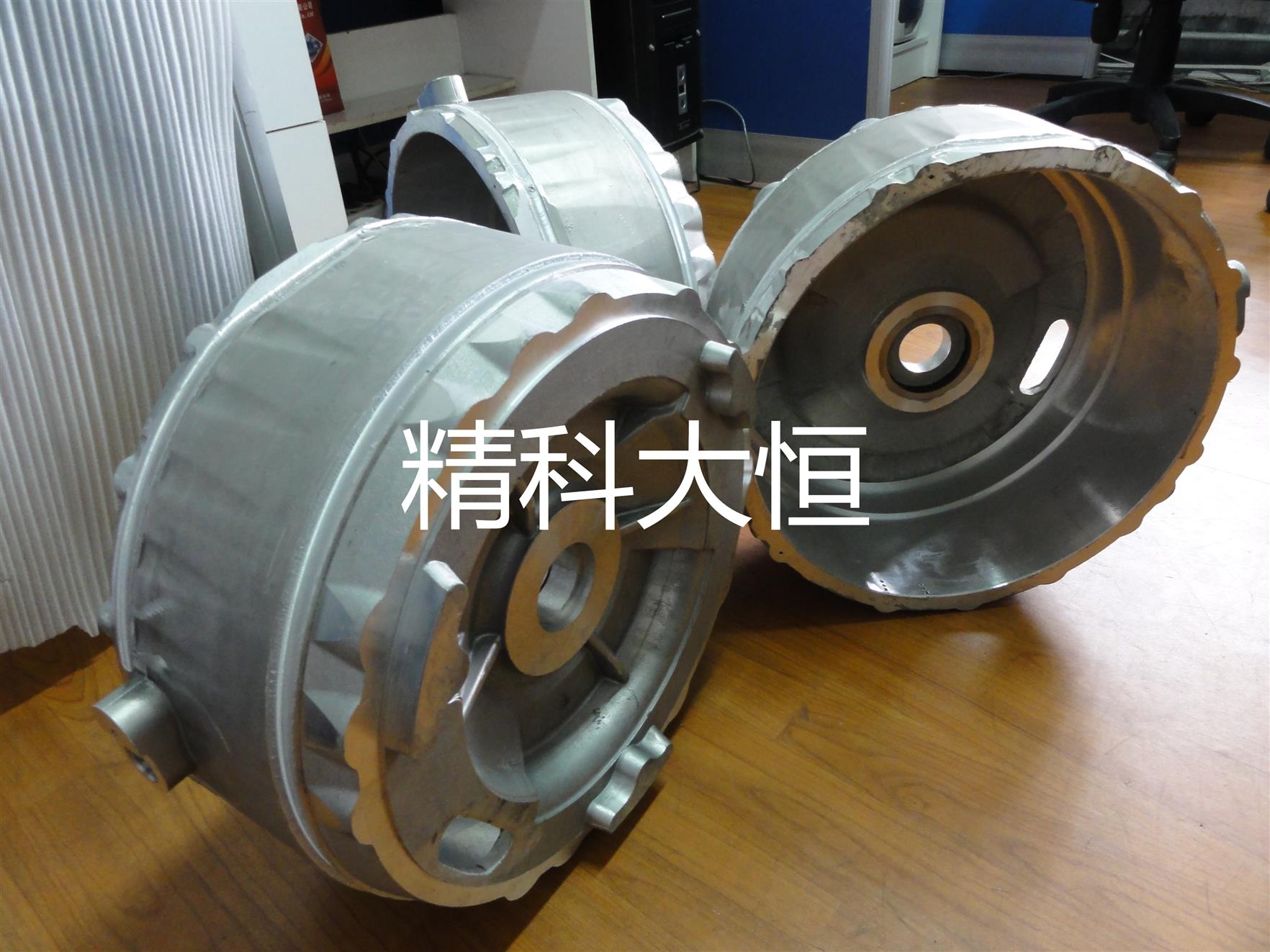
搅拌摩擦焊(Friction Stir Welding,FSW)是一种先进的固相焊接技术,焊接过程热输入量较小,金属不熔化,无元素烧损,能够保持母材的冶金性能,接头强度高,适用于铝、镁、钢、钛等金属材料,以及金属基复合材料的高质量连接。
搅拌摩擦焊技术特点:1.可实现铝、镁、铅、铜、钢、钛、金属基复合材料、异种金属等材料的高效焊接;2.可实现自动化,设备能耗低,功效高,对作业环境要求低;3.*添加焊丝,不需要保护气体,成本低;4.无污染、无烟尘、*,安全绿色;5.接头残余应力低,焊接变形小。

另外,搅拌摩擦焊作为一种固相焊接方法,焊接前及焊接过程中对环境的污染小。焊前工件*严格的表面清理准备要求,焊接过程中的摩擦和搅拌可以去除焊件表面的氧化膜,焊接过程中也无烟尘和飞溅.同时噪声低。由于搅拌摩擦焊仅仅是靠焊头旋转并移动,逐步实现整条焊缝的焊接,所以比熔化焊甚至常规摩擦焊节省能源。

为什么河北大恒能做好搅拌摩擦设备?
(一)优秀的技术人员:拥有员工220人,大专及同等以上学历占76%,研发团队15人其中工程师8人,其中包括华东数控总工程师以及有多年从事搅拌摩擦焊工艺的技术人员。
(二)优秀的供应商:丝杠选用THK(一级供应商),系统选用西门子,轴承选用德国FAG,导轨选用中国台湾上银P级,联轴器选用德国R+W等等,优秀的供应商,才能保证优秀的产品质量。
(三)严格把控生产工艺:铸造-回火-加工-装配-调试-钣金-整机,本厂内一次完成,严格把控每一道生产工序,将每一道工序的利润放到,实现客户利益化。
-/gbagfef/-
http://dh12306.b2b168.com