是否进口否
作用原理其他
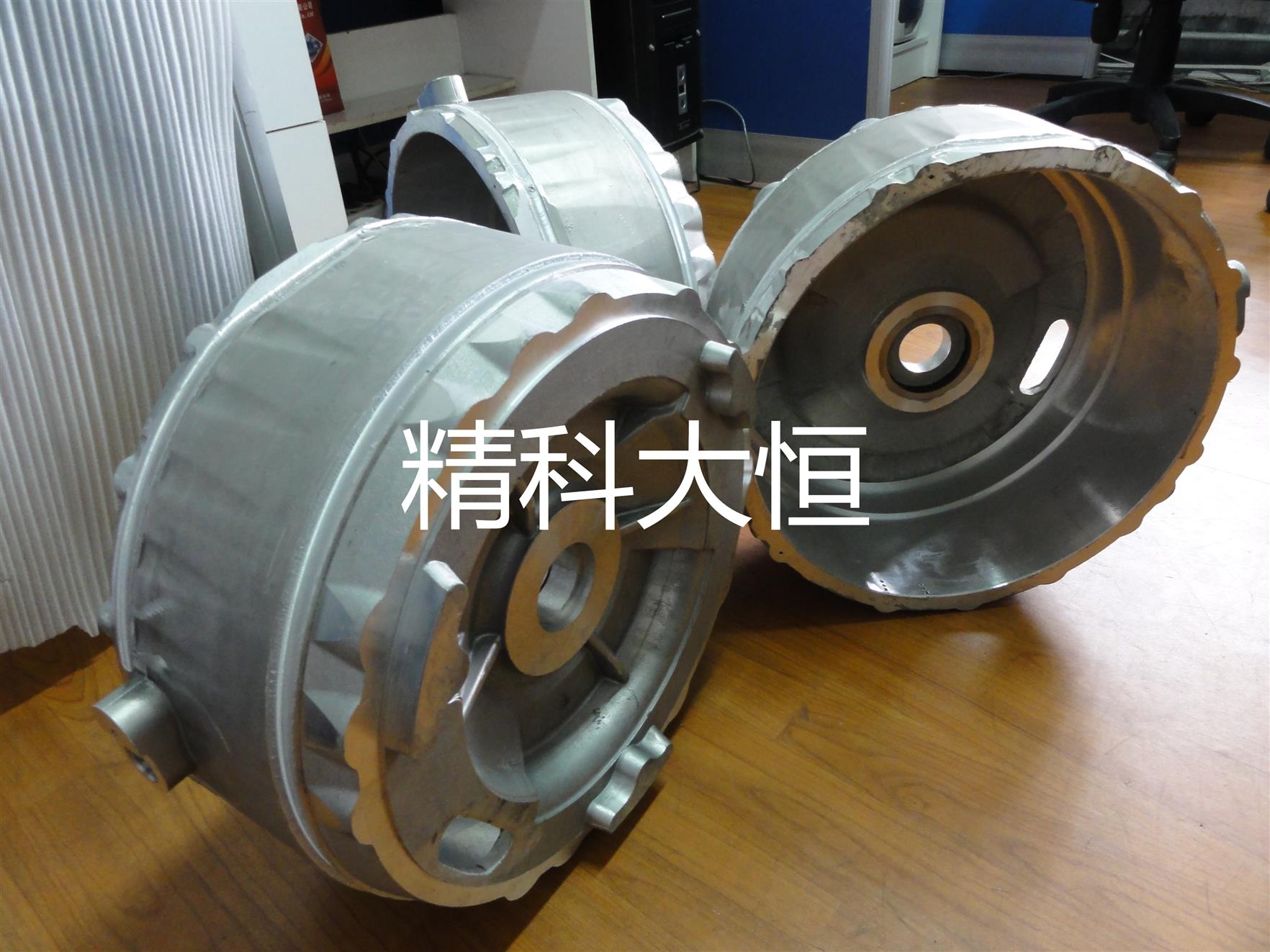
作用对象铝
电流交流
用途缝焊
品牌河北大恒
是否跨境货源否
发售地全国
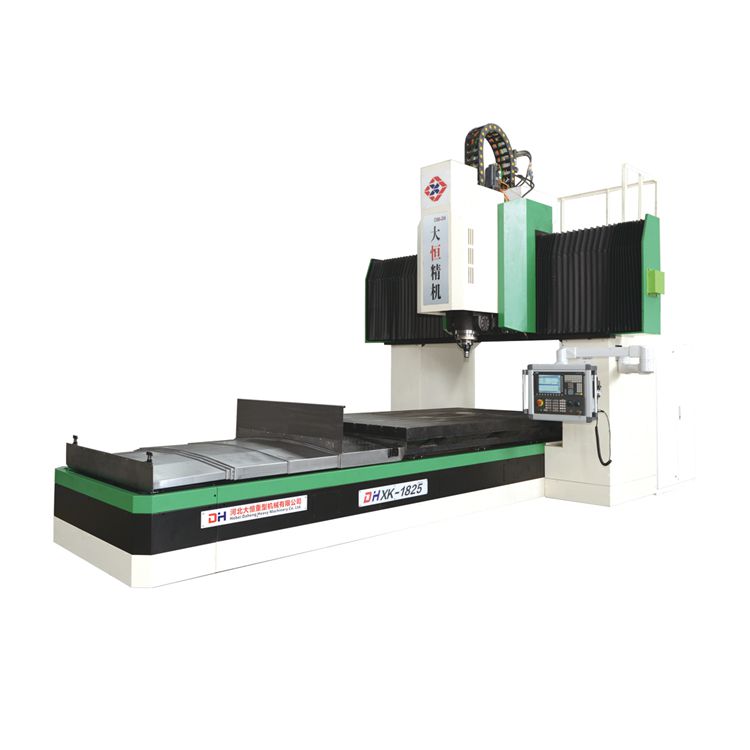
设备功能和特点
1.主体结构采用高强度优质铸造件,经多次热处理和时效处理,具有**高的刚性、稳定性和良好的抗震性能,满足焊接过程的大载荷要求;
2.配备基于西门子系统的搅拌摩擦焊控制系统,可实现平面二维曲线焊缝的一键式焊接操作;
3配备手动控制及自动控制两种焊接操作模式;恒位移和恒压力双模式控制方式;
4宜人化专业搅拌摩擦焊操作界面,采用标准工业数控编程语言,方便焊接编程;
5.可搭配自动化上下料系统,实现全自动化焊接,提高设备年度工作使用率;
6.可靠的集中润滑系统,实现各运动轴的控制间歇式自动润滑;
7.可焊接1-25mm铝合金及镁合金,1-8mm铜合金材料;
8.绿色节能LED工作照明装置。

焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。消耗的是焊接搅拌头。
同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,结构的平面外变形是非常明显的,无论是采用无变形焊接技术还是焊后冷、热校形技术,都是很麻烦的,而且增加了结构的制造成本。

搅拌摩擦焊焊接技术简介
搅拌摩擦焊(Friction Stir Welding,FSW)是一种先进的固相焊接技术,焊接过程热输入量较小,金属不熔化,无元素烧损,能够保持母材的冶金性能,接头强度高,适用于铝、镁、钢、钛等金属材料,以及金属基复合材料的高质量连接。
搅拌摩擦焊技术特点:1.可实现铝、镁、铅、铜、钢、钛、金属基复合材料、异种金属等材料的高效焊接;2.可实现自动化,设备能耗低,功效高,对作业环境要求低;3.*添加焊丝,不需要保护气体,成本低;4.无污染、无烟尘、*,安全绿色;5.接头残余应力低,焊接变形小。

搅拌摩擦焊的主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低:
(4)*添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、*等。
http://dh12306.b2b168.com