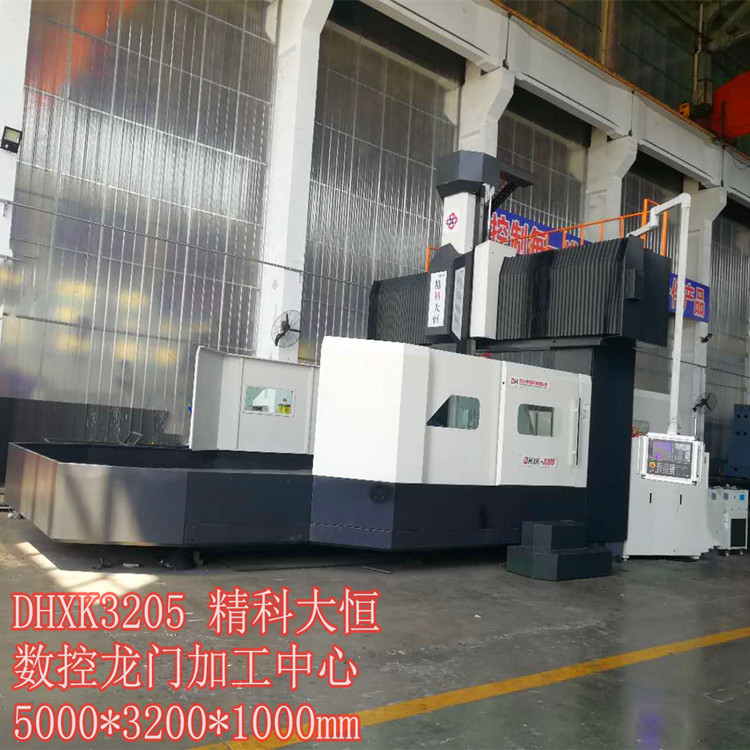
杭州全新数控铣床品牌 龙门铣床
发货地址:河北省沧州泊头市
产品数量:9999.00台
价格:¥560000.00 元/台 起
控制形式数控
是否库存是
产品类型全新
主电机功率22KW
作用对象材质金属
是否跨境货源否
类型龙门铣床
适用行业其他
数控铣床电气部分:
1.控制装置的工作电源:
(1)工作电源:三相交流380V,电压范围360V~430V;50HZ±2% 。若电源波动较大,建议用户配置自动交流稳压装置。
(2)环境温度:5℃~45℃。
(3)相对湿度:≤80%
周围空气:在有浓度较高的导电尘埃、灰尘、切削油剂、**溶剂等环境中,机床控制电柜需要置于洁净的恒温房内。
2.电器配置:
主轴电机和进给电机均采用三菱原厂电机,数控系统也由三菱M80A提供。

大恒机床外购部件均采用进口配件
1、标配数控系统采用的是日本发那科0IMF系列,具有较强的网络功能,自带高速高精功能,系统部分用户也可以选配三菱、西门子、新代等、
2、X\Y\Z采用的是日本THK原装进口丝杆和闽台上银滚柱直线导轨,高承载承重。
3、X\Y\Z采用的是进口伺服电机,分别是日本发那科与日本三菱等。
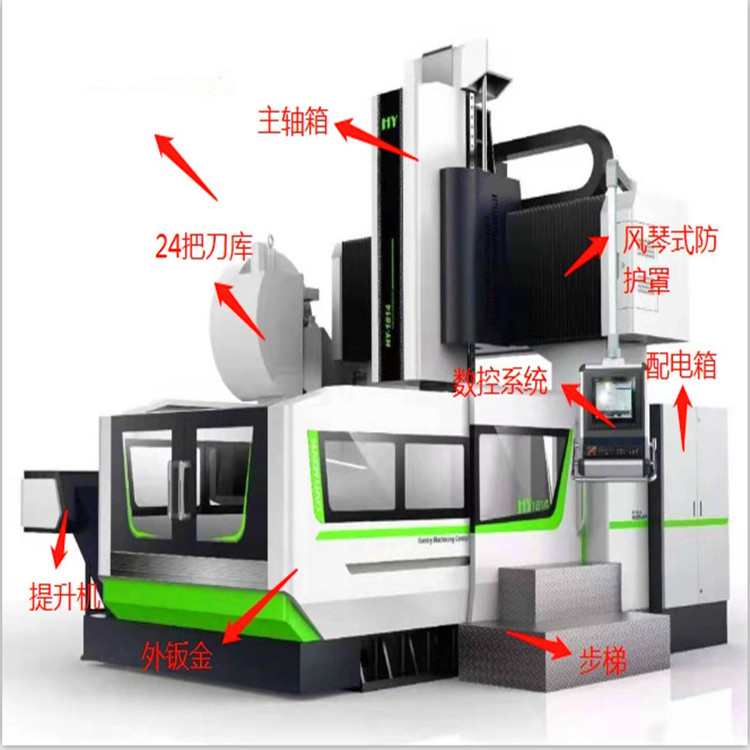
4、龙门加工中心采用的刀库是闽台冈田品牌。
5、光栅尺采用的是德国海德汉或者西班牙法格,光栅本身的精度标准为0.001
6、轴承采用的是日本NSK
7、防护采用的是全防护和半防护可选。
8、采用空调式冷却装置。
9、采用德国R+W联轴器。

数控铣床横梁立柱一体化设计,导轨采用上平下侧安装设计,配合高强度底座和立柱安装面整体铸造,精度保持性和稳定性大大提高,很多客户有疑问:国内**厂家为什么不采用这样设计。首先是龙门U型框架设计增加铸造成本,铸造过程忠U型中间没有铸件需要大量填充树脂砂弥补空白,通常一个框架整体铸造的比分体铸造需要的树脂砂多出2倍的成本;其次是加工难度大,分开加工需要门宽1000mm的机床足可以加工,整体铸造的需要门宽2650mm以上的机床加工,门宽的机床加工费自然高。横梁导轨Y轴安装方式采用一平一侧。上导轨平放起主轴箱滑台承重作用,侧放起到加工时候抗旋转方向扭矩作用,国内**为了节约加工成本通常采用两导轨侧放结构,加工速度快成本低,因为两导轨在一个面不用换刀也不用换方向一次加工成型,我们的必须换方向,比如铣床必须加直角头才能加工。而且上导轨滑块接触面大,精度保持性高,侧放的导轨滑块只有侧面小部分接触,安装时候刮研调整也快,从而降低装配成本。
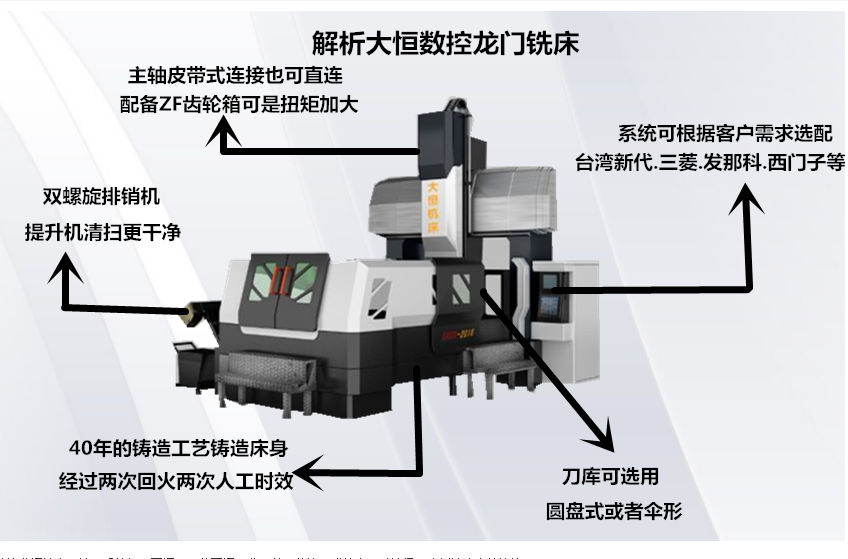
主轴:主轴全用闽台主轴并且是大扭矩直径190mmBT50长鼻端主轴,PK**150BT50或者120BT40主轴,主轴电机全部采用22KW140NM主轴电机,并且还可以加意大利BF变速箱,扭矩增加4倍,很多客户认为是浪费,用11KW或者15KW足够。
防护:本机床采用全防护并且加排屑机和提升机,(**同类产品为了降低成本多数没有加排屑机和提升机)减少工人劳动量可以一人开多台机床,并且环保,车间卫生和安全。
润滑:每个轴承座、电机座、丝杠、滑块都设计集中系统控时定量油流润滑,每个分配器采用容积式每个油路都能润滑到。(**同类厂家一般轴承座里面轴承是采用油脂润滑,优点是节约润滑油,缺点是要定期换或者人工加油脂导致轴承坏死或者磨损影响机床定位精度,国内光机厂家都使用油脂润滑方式!),本公司采用润滑系统全部用河谷品牌.
-/gbagfef/-
http://dh12306.b2b168.com